
Introduction
This fact sheet has been developed to support the implementation of the Natural Resources Conservation Service Feed Management 592 Practice Standard. The Feed Management 592 Practice Standard was adopted by NRCS in 2003 as another tool to assist with addressing resource concerns on livestock and poultry operations. Feed management can assist with reducing the import of nutrients to the farm and reduce the excretion of nutrients in manure.
Forages stored as silage and dry hay crops can be in excess of 50% of the total dry-matter in a ration, and must have maximum nutrient availability in the tightly balanced rations fed to high-production dairy cows. Feeding high quality forages minimizes nutrient loss of the livestock enterprise through nutrient conservation either in the hay bale or in the silo, and by how well the animal utilizes nutrients from preserved forages during digestion.
Please check this link first if you are interested in organic or specialty dairy production
Ensiled Forages
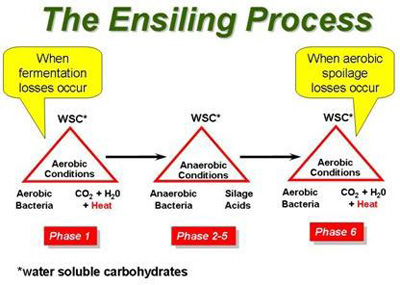
Oxygen consuming aerobic and non-oxygen consuming anaerobic bacteria are involved in silage fermentation. Aerobic activity occurs while the silo is being filled and at feedout and are the primary times when dry matter losses occur in the silo. Good silo management minimizes aerobic activity, thus reducing dry-matter losses and maximizes the anaerobic conversion of water-soluble carbohydrate to silage acids, reducing pH to a range that is inhospitable to spoilage organisms. Silage fermentation can be divided into six phases.
Phase 1
The first phase begins when the plant is harvested. During this phase, aerobic micro-organisms coming in with the crop cause nutrient loss by converting water-soluble carbohydrates to carbon dioxide, water, and heat. In addition, other gases are produced, due to the enzymatic proteolysis of protein, that have environmental concerns such as ammonia nitrogen and various forms of nitrogen oxides. Phase 1 fermentation continues until either oxygen is depleted or water-soluble carbohydrate is exhausted. Aerobic activity should last only a few hours if ideal ensiling moisture, chop length, compaction, and covering management guidelines are practiced by the silage management team.
Phase 2
Depletion of trapped oxygen during the initial aerobic phase triggers the second anaerobic phase of fermentation with the production of several fermentation end-products. These bacteria produce short-chain volatile fatty acids (acetate, lactate, propionate, and butyrate), ethanol, and carbon dioxide. In addition, more nitrogenous end-products can be generated due to continued enzymatic proteolysis of protein as described during the aerobic phase. The phase 2 bacteria tend to be inefficient fermenters, contributing to dry matter losses of forages stored in silos. The proportions of fermentation end-products produced depend on crop maturity, moisture, and epiphytic bacterial populations of the harvested forage.
The 2nd phase bacteria create an environment for another more efficient class of anaerobic bacteria, commonly known as lactic acid bacteria (LAB). An initial drop in pH signals the end of the early anaerobic phase, which generally lasts no longer than 24 to 72 hours.
Phases 3-4
Phases three and four of fermentation occur when LAB convert water-soluble carbohydrate to lactic acid. As the heat generated in phase 1 starts to dissipate and pH becomes lower, other LAB will become active in the production of lactic acid. This acid is the strongest and most efficient volatile fatty acid for rapidly reducing pH. Lactic acid generally predominates in the best-quality silage (more than 60% of the total volatile fatty acids) and can be present at levels as high as 3% to 6% of dry matter. A predominance of LAB relative to other silage acid producing bacteria creates a faster fermentation, conserving more nutrients in the form of water-soluble carbohydrate, peptides, and amino acids. Anaerobic phases continue until forage pH is sufficiently low to inhibit, but not destroy, the growth potential of all organisms. Natural fermentation accomplished solely by epiphytic organisms and unassisted by any type of silage additive takes 3-7 days in corn silage and 7-14 days with legume silages. This time span depends on the buffering capacity, moisture, and maturity of the crop to be ensiled. The rate and end-point of the final pH drop in the ensiled crop depends largely on the type and moisture of forage being ensiled. Corn silage pH terminates at or below pH 4. Legumes, which have less water-soluble carbohydrate content and a higher buffering capacity, generally reach a terminal pH of approximately 4.5. When terminal pH is reached, the forage is in a preserved state.
Phase 5
The fifth stage of fermentation, the stable phase, lasts throughout storage. This phase is not static because other anaerobic bacteria become active during this period producing end-products that: 1) are anti-mycotic and will be conducive to bunklife stability and 2) will enhance starch and fiber digestibility of silages during feedout. Silage management practices resulting in high silage densities, maintaining silo structure integrity, and face management dictates the efficiency of phase 5 fermentation.
Phase 6
The final fermentation phase, occurs when silage is fed from the storage structure. This phase is as important as the others but is often neglected. Up to 50% of dry-matter losses result from secondary aerobic spoilage on the surface of the silage in storage and in the feedbunk. Aerobic microbial activity is stimulated because oxygen is introduced into the silo. The aerobic activity produces heat and reduces the palatability and nutrient availability of silage. Bunklife challenges increase with high application of manure that may have inoculated the crop with mold and yeast spores. Forages wilting in swaths and windrows can become contaminated with soil-borne organisms through raking or by rain splashing soil onto the swaths. Aerobic stability of silage is more of a problem if the crops had been exposed to environmental stresses.
Harvesting, Ensiling, and Feedout
There are nine rules for successful fermentation. First, the storage structure must be of the correct size so that silage removal rates can be maintained at least 6 inches per day for bunker and piled silos. The feedout rate for upright silos is 4 to 6 inches/day in summer and 2 to 4 inches/day in the winter.
The second and third management rules are to harvest at proper maturity and moisture level. Table one lists recommendations based on crop and type of storage structure. Proper maturity and moisture provides optimal nutrition for dairy production, more water-soluble carbohydrates, and promotes the elimination of oxygen to maximize anaerobic fermentation.
Forages ensiled at moisture levels greater than 70% may undergo undesirable secondary clostridial fermentation. Wet forages have a low concentration of water-soluble carbohydrate. Thus, anaerobic bacteria may not have enough sugar to produce sufficient volatile fatty acids to achieve a pH below 5. A pH over 5 creates an environment suitable for secondary fermentation by clostridia. These anaerobes degrade lactate and amino acids and produce butyric acid (which is a weaker acid). They also consume lactate (thus causing terminal pH to rise) and yield an unpalatable, rancid silage.
Clostrial fermentation can produce silage with extended aerobic stability, it is nevertheless undesirable because it can break down amino acids and reduce palatability, which can reduce intake. Unwilted silages may require a pH near 4.0 to completely inhibit clostridial fermentation. Alfalfa and grasses are swathed at 80% to 85% moisture and require wilting to less than 70% before ensiling. Corn forage, in contrast, is chopped at the proper moisture and requires no wilt time.
Legumes and grasses must have proper wilt time between cutting and harvesting to permit evaporation of moisture. Wilting concentrates plant sugars essential for fermentation. Creating wide swaths during harvest permit a faster wilt time and conserves valuable plant sugars and protein nutrients. The following table from University of Wisconsin research shows that wide swaths conserves non-fiber carbohydrates (NFC) and results in higher relative forage quality (RFQ). Merging equipment is then used to build windrows just before chopping the crop.
| Undersander, University of Wisconsin | |||
| Factor | Wide | Narrow | Difference |
| NDF, % | 37.8 | 40.1 | -2.3 |
| NFC, % | 38.4 | 36.5 | 1.8 |
| Ash, % | 9.3 | 9.9 | -0.6 |
| TDN, 1x | 63.5 | 62.6 | 0.9 |
| Lactic acid, % | 5.6 | 4.6 | 1.0 |
| Acetic acid, % | 2.4 | 1.9 | 0.5 |
| RFQ | 166 | 151 | 15 |
The fourth rule is that chopper knives must be sharp and the shearbar properly adjusted for desired theoretical length of cut (TLC). Sharp knives ensure a clean chop and prevent shredding, decreasing chances of effluent production. Table one suggests lengths of cut for various forages. This adjustment is critical to maximize forage compaction for efficient fermentation while providing sufficient particle length for proper rumination. If corn forage crops are kernel processed, the roller mill settings must be adjusted so that all corn kernels are fractured during harvest. The shearbar TLC is usually longer with processed corn silage compared to non-processed for providing better source of effective fiber to the dairy or beef animal.
The fifth rule is that the structure must be filled as rapidly as possible to diminish phase 1 losses. Bunker silos and piles should not have more than a 3:1 slope on sides and ends so that proper packing is achieved during silo filling.
The sixth rule is to pack silage bunkers and piles so that at least 800 lbs of tractor weight is used per hour per ton. For example, if 100 tons of forage is delivered to the silo/hr, then a tractor with 80,000 lbs (100 X 800) of pack weight or 40 tons needed to meet packing needs. No more than 6 inches of forage should ever be packed at any given time. Tractor weight delivered to forage is drastically lessened when silage depths are in excess of 6 inches. The person on the pack tractor has the most important role in filling bunker silos. Packing ensures the elimination of oxygen, thus minimizing aerobic activity and maximizing anaerobic fermentation.
The seventh rule is to seal the silo properly. A plastic tarp is usually used to cover the entire bunker surface, and a net of tires holds the tarp in place. Double sheets of tarp and lining the bunker walls with tarp will further reduce dry matter losses during fermentation. A new “saran wrap” cling type plastic known as Silo-Stop® is available for placement between the silage surface and tarp, which will further mitigate surface spoilage losses. Kansas State research shows that dry matter losses in the top four feet of uncovered horizontal silos can be in excess of 33% while normal dry matter losses are about 15%. A favorable return on investment for covering exists by minimizing the amount of surface dry-matter losses.
The eighth rule is to maintain a proper feedout rate. Losses resulting from slow removal account for up to 50% of dry-matter losses, which will be in the form of plant sugars, not fiber. Aerobic organisms consume water-soluble carbohydrate, thus reducing the energy content of the forage.
Silages should be removed from bunker and pile faces by shaving the silage face from top to bottom with the loader bucket rather than by lifting the bucket from the bottom to the top. Lifting creates fracture lines in the stored mass, thus allowing oxygen to enter and sustain aerobic activity. Even if farmers remove a desirable 6 inches from the silo face every day, oxygen may penetrate several feet into the stored mass allowing aerobes to generate heat. Consequently, farmers cannot get ahead of aerobic instability.
Silage additives should only be used as the ninth rule if the other conditions for producing high-quality silage can be met. The most common additives are bacterial inoculants, enzymes, acids, and nutrients. Good silage can be made better through the proper use of effective silage additives.
Dry Haycrop Forages
Haycrop preservation is a result of moisture reduction, which creates an environment unsuitable to spoilage from microbial activity. Haycrops dry in 3 phases. Phase 1 is very rapid loss of moisture down to 60-65% moisture. Phase 2 is a slower process down to about 40% moisture. Phase 3 is the longest phase reaching moistures levels that can be safe for storing dry hay. Hay does not become static until it reaches about 12% moisture and the equilibrium humidity is below 65% at which time most fungi will not grow.
If hay is baled at higher moistures and not protected by a preservative or inoculant, several peaks of heating may occur. The first temperature peak will generally occur within a few days and can be the result of aerobic bacterial growth, fungal growth and/or plant respiration. If oxygen and a favorable moisture level are available, microorganisms begin to multiply, generating heat up to 130 to 140 F. The rise in temperature tends to kill most microorganisms resulting in the gradual decline in internal bale temperatures. The initial heating in hay baled at lower moistures typically drives off moisture. However, in higher moisture bales, the hay moisture combines with water generated in the respiration process, allowing for unusually prolonged conditions that prove optimum for bacterial and fungal growth. The magnitude of peak temperatures will usually be lower each time. Eventually the temperature will stabilize near ambient temperature. These secondary temperature peaks are generally the result of fungal growth. Aerobic fungi are the primary microbes responsible for the breakdown of complex carbohydrates and subsequent generation of heat.
Harvest and Storage Losses
Storage losses are directly related to microbial growth and to subsequent heating. The extent of heating depends largely on: (1) the moisture of the hay, (2) the density and size of the bale, (3) the rate of bale dry-down and (4) the microbial populations that came in with the crop. Microbial activity in hay does not terminate at baling, especially when baling at higher moistures (20-30%) to reduce leaf shatter losses.
Respiration Losses
Cells of cut forages are alive and functioning until the moisture content reaches about 47-48%, below which the cells die. If drying conditions are poor and the cells live a relatively long time, carbohydrates will be depleted and forage quality is diminished. Under good drying conditions, respiration accounts for 2-8% loss in dry matter with losses up to 16% under slow drying conditions.
Management practices that shorten drying time resulting in reduced respiration and harvest losses include: 1) cutting early in the day to maximize solar drying (although plant sugars are lower during morning hours), 2) cutting when anticipated weather will allow for relative humidity of the air to be below the equilibrium humidity of the forage, 3) mechanical or chemical conditioning to crush stems for water escape and 4) maximizing hay exposure to wind and sunlight by creating wide and thin windrows.
Weather Losses
Rain lowers the quality of hay through leaching of water-soluble carbohydrates and prolonging respiration losses. The extent of leaching loss is influenced by several factors including type of forage, stage of maturity, moisture content at the time of rainfall, amount of rainfall, frequency of rain and mowing/conditioning treatments. Alfalfa harvested in the bud stage undergoes more extensive leaching loss than hay harvested in full bloom presumably because the amount of soluble nutrient decrease as the alfalfa plant matures.
Mechanical Losses
Mechanical losses can range from 8-45% and is due to “leaf shatter”. Alfalfa leaves dry down 2-1/2 to 5 times faster than stems and as plant moisture decreases to below 30%, leaves become extremely brittle. Leaf loss is nutritionally important because alfalfa leaves comprise approximately 50% of the crop dry matter and contain over 70% of the plant protein, and 65% of the digestible energy. The extent of mechanical leaf loss is dependent upon crop maturity, moisture content, and rake or baler design. Nearly 50% of the total mechanical losses occur during mowing-conditioning and raking. The final field operation also causes reduction in dry matter yields. Losses from conventional, small rectangular balers range from 3-8% while large baler losses may be as high as 15 percent.
Storage Losses
Hay stored at less than 15% moisture and stored under cover will have up to 10% dry matter losses. When baling moisture exceeds 20%, excessive heating due to spoilage microorganisms result in a browning reaction which reduces the nutritive value of the hay. Excessive heat damage can reduce protein and energy digestibility of the hay.
Mold growth in improperly cured hay can adversely affect palatability and feed intake, although less than 5% of the molds commonly found in hay produce any mycotoxin. Feeding moldy alfalfa hay results in significantly lower dry matter intake, reduced weight gains and poorer feed conversion compared to feeding mold-free hay.
| —–Silo Type—– | |||||
| Crop | Maturity | Horizontal | Stave | Sealed | Length of Cut |
| Silage Crops | ……..% moisture…….. | inches | |||
| Corn Silage | Milk line 1/2 – 3/4 Down the kernel (Verify with whole plant DM determination) | ||||
| Non-Processed | 65-72 | 63-68 | 50-60 | 3/8 – 1/2 | |
| Processed | 62-70 | 62-68 | 50-60 | 3/8 – 3/4 | |
| Alfalfa | Mid-bud 1/10 bloom and wilt to –> | 60-70 | 63-68 | 40-60 | 1/4 – 1/2 |
| Cereal silage | Milk or soft dough and wilt to –> | 67-72 | 63-68 | 55-60 | 1/4 – 1/2 |
| Grasses | When first stems head out | 60-70 | 63-68 | 40-60 | 1/4 – 1/2 |
| Forage sorghum | Grain medium to hard dough or as leaves begin to lose color | 62-72 | 63-70 | 60-70 | 3/8 – 1/2 |
| Dry Hay Crop | Bale Type | Moisture Range | |||
| Alfalfa | Mid-bud 1/10 bloom | Large Round/ Mid-Square |
Preser- ative |
No Treatment | |
| Grass | When first stems head out | Large, Square Bales | 13 – 20% | <13% | |
| Cereal | Milk or soft dough | Small, Square Bales | 13 – 18% | <13% | |
Selected References
Mahanna, W.C. 1994. Hay Additive Review: Where We’ve Been, Where We’re Going. 24th National Alfalfa Symposium. Feb. 24-25, 1994, Springfield , IL.
Seglar, W.J. 1997. Dairy Production Management-Silage Management. Veterinary Compendium-Food Animal Medicine and Management, Feb. 97.
“Extension programs and policies are consistent with federal and state laws and regulations on nondiscrimination regarding race, sex, religion, age, color, creed, national or ethnic origin; physical, mental or sensory disability; marital status, sexual orientation, or status as a Vietnam-era or disabled veteran. Evidence of noncompliance may be reported through your local Extension office.”
Disclaimer
This fact sheet reflects the best available information on the topic as of the publication date. Date 2-2007
This Feed Management Education Project was funded by the USDA NRCS CIG program. Additional information can be found at Feed Management Publications.
![]()
This project is affiliated with the LPELC.
![]()
Project Information
Detailed information about training and certification in Feed Management can be obtained from Joe Harrison, Project Leader, jhharrison@wsu.edu, or Becca White, Project Manager, rawhite@wsu.edu.
Author Information
William J. Seglar DVM, PAS
Nutritional Sciences
Pioneer Hi-Bred International, Inc.
7100 NW 62nd Ave, PO Box 1100
Johnston, Iowa 50131-1100
Bill.Seglar@pioneer.com
Reviewer Information
Brad Harman – Pioneer Hi-Bred International
Greg Zuver – Nutrition Consultant
Partners
